Технология дуговой сварки под флюсом

Саша Кунтц
Ваше контактное лицо
AWS Schäfer предлагает индивидуальные масштабируемые решения для всех областей применения технологии дуговой сварки под флюсом: системы продольной и круговой сварки, для сварки листового железа или в комплексе с автоматическими сварочными колоннами. В нашей технологии дуговой сварки под флюсом возможно использование до семи сварочных головок. Для повышения рентабельности системы снабжены новейшими, — экономичными инверторными источниками сварочного тока. Выбор производителей источников сварочного тока может быть сделан в соответствии с индивидуальными пожеланиями заказчика. Нашей системой управления «AWS ONE Master Control» возможно интегрирование всех источников питания, известных производителей, через стандартизированные интерфейсы. Программное обеспечение с удобным графическим интерфейсом пользователя (ГИП), с помощью которого можно легко контролировать весь процесс. Все сварочные головки настраиваются и управляются с панели ПК. Система контроля сварочных данных отвечает всем требованиям по их отслеживанию и может быть интегрирована в систему управления качеством заказчика. Система непрерывно документирует состояние сварных швов в течение всего процесса и экспортирует данные в удобном формате.
Мы предлагаем комплексные системы подачи и рециркуляции флюса с напорными бункерами большой ёмкости, которые могут быть оснащены элементами для подогрева флюса, системами фильтрации для удаления мелких частиц флюса и обеспечения высокого качества сварки.
Преимущества
- Индивидуальные решения с инновационными технологиями
- Управление всеми процессами с центральной панели управления
- Низкие эксплуатационные расходы и удобная в обслуживании технология
- Возможность интеграции сварочных источников питания известных производителей
- Высокая скорость плавления благодаря возможности использования до семи сварочных головок
- Удобный и проверенный на практике графический интерфейс пользователя
- Система контроля сварочных данных
- Модуль удаленного входа для быстрого сервисного обслуживания
- Система подачи сварочного флюса с его нагревом, рециркуляцией и подготовкой
- Большой опыт работы в области поставки оборудования для дуговой сварки под флюсом (SAW) на многие заводы по изготовлению труб по всему миру.
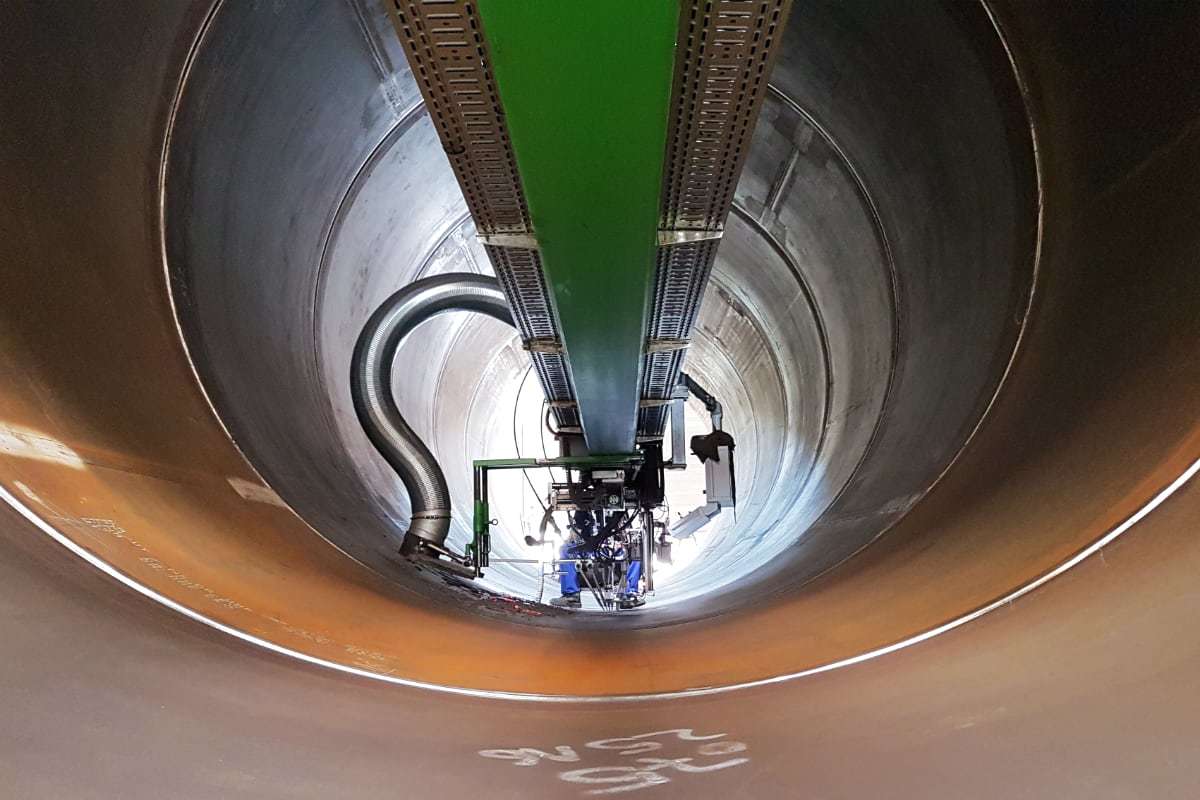
SAW (сварка под флюсом) системы продольной и кольцевой сварки (внутренней / наружной)



























Преимущества
- Стационарное или мобильное исполнение
- Опционально возможна сварка под флюсом (SAW) с применением от 1 до 7 сварочных проволок
- Сварочная головка с линейными суппортами, устройством подачи сварочной проволоки с сервоприводом
- Камерная система слежения, высота и боковое сканирование бесконтактное или тактильное
- Инновационное устройство для подачи и правки проволоки
- Энергосберегающая инверторная технология
- Система управления и контроля «AWS ONE Master Control» на базе «Siemens S7» с панелью управления для всех функций, включая управление манипуляцией заготовок
- Система контроля сварочных данных
- Модуль удаленного входа для быстрого решения проблем
- Система подачи сварочного флюса с его подогревом и повторным использованием
Технические данные
| Наружный диаметр | 406,4 – 12.000 мм / 16″ – 472,4″ |
| Толщина стенки: | 6 – 150 мм |
| Длина: | 1.500 – 28.000 мм |
| Скорость сварки: | 300 – 2.400 мм/мин |
| Материал: | все обладающие свойством свариваемости углеродистые и нержавеющие стали |
UP (сварка под флюсом) системы сварки листового железа







Системы сварки листового железа под флюсом (SAW), разработанные AWS Schäfer, позволяют изготовлять листы, размеры которых, по технологическим причинам или по причинам транспортировки, поставляться не могут. Такие сварные стальные листы используется напр. при производстве развернутой части обечаек труб большого диаметра, например при изготовлении фундаментной части для оффшорных (прибрежных или шельфовых) ветряных электростанций или для производства сборных панелей в судостроении.
Преимущества
- Возможное исполнение как стационарного варианта, с поворотом на +/- 180 °, так и мобильного портала
- Опорные столы, предусмотренные устройством манипулирования (управлением пространственного положения) листов металла
- Опционально возможна сварка под флюсом (SAW) с применением от 1 до 7 сварочных проволок
- Сварочная головка с линейными суппортами, устройством подачи сварочной проволоки с сервоприводом
- Камерная система слежения, высота и боковое сканирование бесконтактное или тактильное
- Инновационное устройство подачи и правки сварочной проволоки
- Энергосберегающая инверторная технология
- Система управления и контроля «AWS ONE Master Control» на базе «Siemens S7» с панелью управления для всех функций, включая управление манипуляцией заготовок
- Система контроля сварочных данных
- Модуль удаленного входа для быстрого решения проблем
- Система подачи сварочного флюса с его повторным использованием
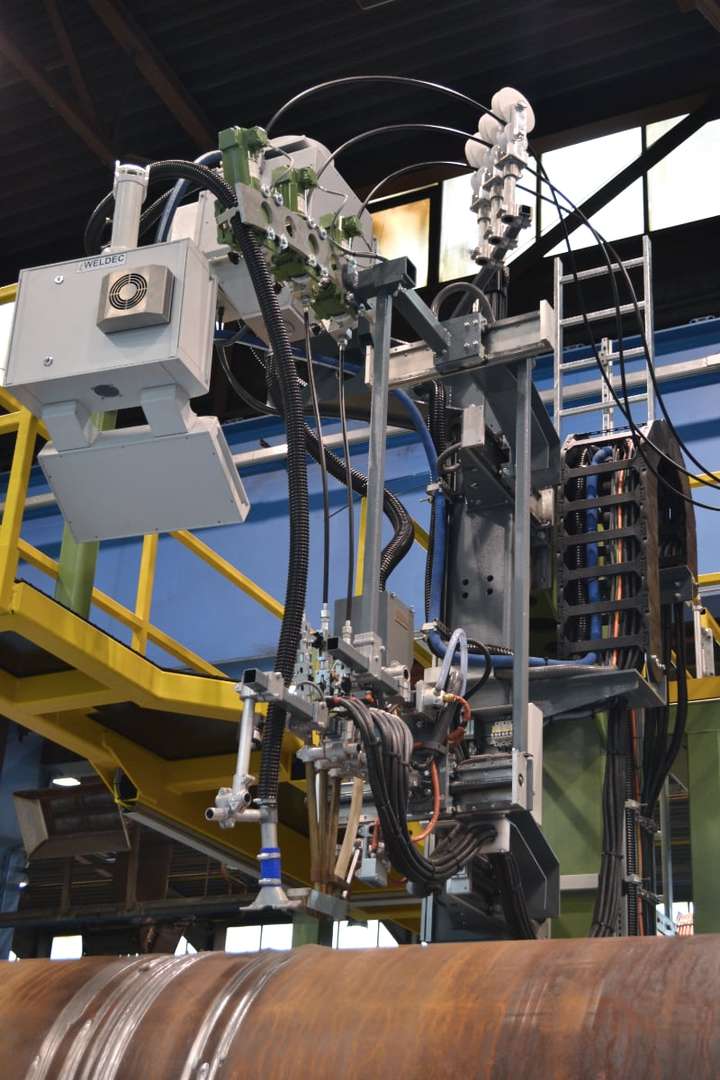
SAW (сварка под флюсом) сварочная колонна

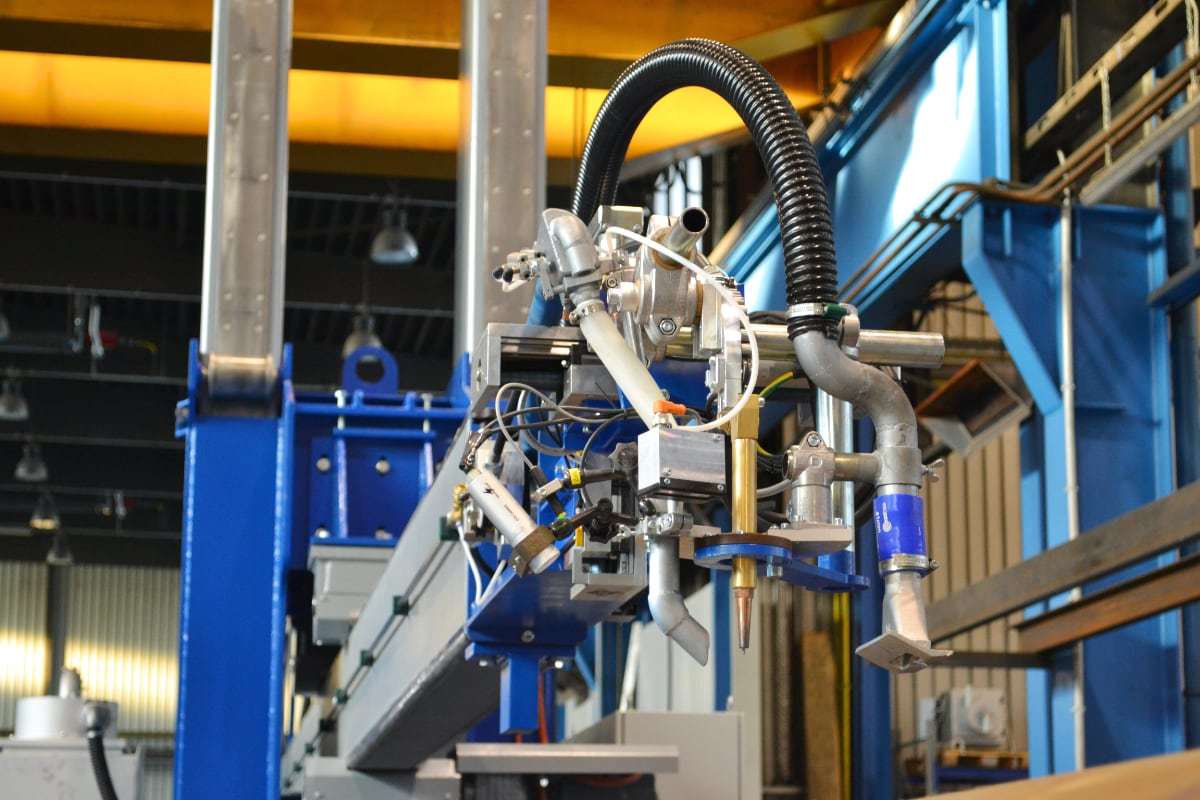



SAW (сварка под флюсом) сварочная колонна эффективно применяется в производстве труб или цистерн. С помощью одного и того же оборудования осуществляется сварка кольцевых и продольных сварных швов, как внутренних так и наружных.
Разработанные нами сварочные колонны последнего поколения обеспечивают стабильную, бесперебойную, с минимальной вибрацией работу сварочного SAW оборудования с одной сварочной проволокой, тандемом или же с тремя сварочными проволоками.
Благодаря модульной системе возможны специальные индивидуальные решения, как например, установка дополнительной сварочной горелки MAG перед SAW сварочной головкой. С использованием специальной системы роликовых направляющих движения установки выполняются без износа. Трудоемкая и дорогостоящая работа по замене подверженных износу зубчатых реек или шпинделей осталось в прошлом. Прочная и массивная конструкция гарантирует непрерывный стабильный производственный процесс и длительный срок службы: в самых сложных условиях эксплуатации и, естественно, в три смены.
Преимущества
- Исполнение в соответствии с требованиями заказчика
- Опционально возможна сварка под флюсом (SAW) с применением от 1 до 3 сварочных проволок
- Сервоприводы в износостойком исполнении,
- Видеокамерная система слежения, сканирование вертикаль/горизонталь бесконтактное или тактильное
- Инновационное устройство подачи и правки проволоки
- Энергосберегающая инверторная технология
- Система управления и контроля «AWS ONE Master Control» на базе «Siemens S7» с панелью управления для всех функций, включая управление манипуляцией заготовок
- Система контроля сварочных данных
- Модуль удаленного входа для быстрого решения проблем
- Система подачи сварочного флюса с его подогревом и вторичным использованием
- Конструкция, обеспечивающая стабильную, бесперебойную работу с минимальной вибрацией
Сердцем наших сварочных SAW-систем (сварка под флюсом) является «AWS ONE Master Control»- система управления сварочным процессом и оборудованием. Идеально скоординированные между собой элементы аппаратного и программного обеспечения интегрируют все функции основных и вспомогательных элементов оборудования в одном единственном блоке программного управления. Для связи с источниками питания сварочным током доступны все распространенные интерфейсы, такие как Profibus, Profinet, CanOpen и DeviceNet. Системой управления предусмотрена возможность интегрировать сварочный процесс с семью сварочными головками с одновременной их визуализацией и настройкой всех параметров сварки. Система контроля сварочных данных „Welding Data Analyzer“ работает в фоновом режиме и регистрирует все необходимые параметры для анализа качества сварки. Графически зафиксированные данные используются в качестве протокола проведенных сварочных работ.
Система управления настраивается в соответствии с требованиями заказчика, независимо от нового или уже существующего SAW-оборудования (сварка под флюсом).
Преимущества
- Цифровое управление процессом с автоматической настройкой от начала образования дуги до уменьшения сварочного тока в конце процесса сварки
- Контроль и слежение за всеми фукциями основных и вспомогательных элементов оборудования (источников питания, системы подачи сварочного флюса, системы позиционирования сварочной головки, а также системы автоматического слежения и манипуляционные устройства)
- Интерфейс с удобными масками визуализации
- Система сбора данных по сварке с возможностью локального хранения данных на USB-носителе, сетевом диске или распечатки на месте
- Возможность подключения к системе сбора технологических (оперативных) данных (BDE) для передачи указанных производственных данных, а также считывания технологических карт сварки (WPS) с автоматической передачей параметров сварки.
- Прямой контроль данных процесса сварки для сравнения заданных и фактических значений с всплывающими сообщениями в случае отклонений и формирование протокола с указанием момента и времени возникших отклонений
- Функция хранения данных с системой администрирования и архивирования параметров с целью создания индивидуальной базы данных с ссылкой на задание или заказ
- Система оповещения о нарушениях всех основных и второстепенных функций
- Входные данные администратора (оператора) через систему RFID (радиочастотная идентификация) с регистрацией времени входа и выхода